| 特性 | 双极膜 | 阳离子交换膜 | 离子交换膜 |
|---|---|---|---|
| 结构 | 双层复合 | 单层 | 单层 |
| 功能 | 水裂解+离子选择 | 阳离子选择 | 离子选择 |
| 应用 | 酸碱生产 | 离子分离 | 离子分离 |
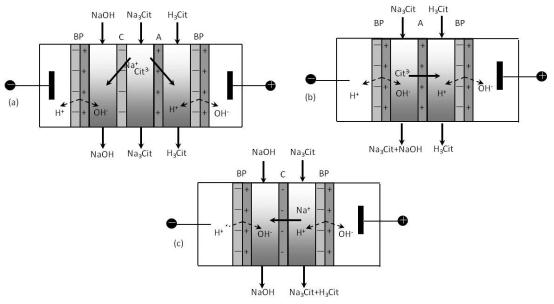
1.2 电渗析单元的工作原理
典型的双极膜电渗析系统由多个重复单元组成,每个单元包含双极膜、阳离子交换膜和离子交换膜。在电场驱动下,离子定向迁移:阳离子向极移动并通过阳膜,离子向阳极移动并通过膜,而双极膜产生的H⁺和OH⁻则分别进入相邻的隔室,形成酸和碱溶液。这种设计使MED能够同时实现分离与转化的双重功能。

一、技术原理与心组件
1.1 双极膜的独特结构
双极膜是这项技术的心所在,它由阳离子交换层、离子交换层和两者之间的界面层三部分组成。当施加直流电场时,界面层中的水分子会发生解离,生成H⁺和OH⁻离子,这种现象被称为"水裂解效应"。与普通离子交换膜不同,双极膜的特殊结构使其能够同时控制阳离子的定向迁移,从而实现酸碱的原位生产。

三、主要应用领域
3.1 化工生产中的资源回收
在有机酸(如酸、柠檬酸)的生产中,MED技术能够将发酵液中的酸盐直接转化为游离酸,同时回收碱溶液。以酸生产为例,传统钙盐每吨产品产生约1吨石膏废渣,而采用MED技术可实现清洁生产,大大减少固体废弃物。

二、技术优势与性能特点
2.1 高效节能的生产方式
与传统酸碱生产方相比,双极膜电渗析展现出显著的能源效率优势。电解生产1吨NaOH需耗电约2500kWh,而MED技术仅需约1500kWh,节能幅度达40%。这种优势源于其直接利用电能驱动离子迁移,了传统工艺中的热能损失和中间转换环节。
四、技术挑战与发展趋势
4.1 当前面临的主要限制
尽管优势明显,MED技术仍存在一些应用瓶颈:双极膜的成本较高(约占系统总成本的40%);长期运行中膜污染问题影响性能;对料液预处理要求较严格。这些因素制约了该技术在工业中的应用推广。

:化学的重要工具
双极膜电渗析技术了膜分离与电化学结合的前沿方向,为传统化工过程提供了更清洁、高效的替代方。随着材料科学和工艺优化的进步,MED有望在循环经济、碳减排等领域发挥更大作用。未来的发展将聚焦于降低成本、提高稳定性并拓展新的应用场景,使这项技术成为制造的重要支撑。
2.2 环境友好的工艺特性
MED技术了传统酸碱生产中的污染副产物。氯碱工艺会产生氯气副产品,而MED只生成目标酸碱溶液,无气体排放。该技术可在常温常压下操作,大幅降低了安全风险和设备要求。
2.3 灵活的操作适应性
双极膜电渗析系统具有模块化设计特点,可根据处理规模灵活调整膜堆数量。其操作参数(如电流密度、流速等)也可根据原料组成和产品要求进行优化调节,适应从实验室小试到工业化生产的不同需求。
3.2 环境工程中的废水处理
双极膜电渗析在高盐废水处理领域表现出。它能够将废水中的混合盐转化为有值的酸碱,如将Na₂SO₄废水转化为H₂SO₄和NaOH,实现废水的资源化利用。某电镀废水处理例显示,MED技术可回收90%以上的金属离子,同时产生可回用的酸碱。
3.3 食品与制工业
在清加工中,MED用于脱盐与白质纯化;在制行业,它应用于氨基酸的分离纯化。相较于传统离子交换树脂,MED具有连续操作、无需再生化学品等优势,特别适合热敏性物质的处理。
4.2 未来研究方向与突破
新型膜材料开发是未来的重点方向。研究人员正在探索具有更高选择性和稳定性的纳米复合双极膜。将MED与其他技术(如膜蒸馏、电化学氧化)耦合形成集成工艺系统也是发展趋势,可进一步提高整体处理效能。根据市场分析,MED市场规模预计将以年均8.5%的速度增长,到2030年将达到15亿美元。
表:双极膜与普通离子交换膜性能对比
双极膜电渗析技术:原理、应用与发展前景
:电渗析技术的新篇章
双极膜电渗析(ipolar Membrane Electrodialysis,简称MED)作为传统电渗析技术的重要革新,近年来在化工分离、环境和资源回收等领域展现出独特优势。这项技术通过巧妙结合双极膜的特殊性质与电渗析的基本原理,实现了传统方难以企及的高效离子分离与酸碱生产。本文将系统阐述双极膜电渗析的工作原理、心组件、技术特点、应用领域以及未来发展趋势,为读者提供全面而深入的技术概览。
相关问答





